Temperature sensors
Discover our dedicated temperature sensors for your IoT solutions.

Our sensors are precise, reliable and ready for integration.
Industrial reliability
Designed for demanding environments, with international certifications (EN12830, CE, FCC), fully waterproof (IP69K), 9-year battery life.
Precise data
High accuracy (up to ±0.5°C) and internal memory for up to 4000 values. Allows reliable readings in compliance with cold chain standards.
Simple, universal integration
Our sensors integrate easily into your existing architectures. No need for complex development, accelerating your project deployment.
Premium services
Bluetooth Advanced Features, customized settings, COFRAC-certified calibration and extended warranty up to 5 years.
Which ELA Innovation Bluetooth temperature sensor should I choose?
ELA Innovation temperature data loggers are perfectly suited to harsh industrial environments. Thanks to their wide measurement ranges, industrial calibration and various certifications, ELA Innovation Bluetooth temperature sensors deliver exceptional measurement accuracy down to 0.5°C.
Sensor type
Temperature range
Precision
Autonomy
Datalogger
Case size
Waterproofing
Certificates
BlueCold® compatible

Temperature
-40°C to +85°C
Up to ± 0.5°C
Up to 18 years
Up to 4000 values
Ø 57 mm
IP68 – IP69K
EN12830, EN13486, CE, UK CA, FCC, ISED, RoHs
Yes

External sensor temp
-80°C to +200°C
Up to ± 0.5°C
Up to 15 years
Up to 4000 values
Ø 57 mm (1m cable)
IP68 probe/IP65 enclosure
EN12830, CE/ UK CA, FCC, ISED,
RoHs
No

Temperature
-30°C to +70°C
Up to ±1°C
Up to 5 years
Up to 4000 values
Ø 36mm
IP68
CE, FCC, ISED,
RoHS
No

Temperature / humidity
-30°C to +85°C
Up to ± 0.5°C
Up to 18 years
Up to 4000 values
Ø 57m
IP65
CE, FCC, ISED,
RoHS
No

for less than €5.50/sensor/month.
What is an industrial Bluetooth temperature sensor?
An industrial Bluetooth temperature sensor is a measuring device that provides information on the temperature of an environment by converting a temperature value into a readable electrical signal. Also known as temperature recorders, temperature sensors are used in many fields, including transport and storage of temperature-sensitive goods (food, pharmaceuticals, etc.), logistics and smart-building.
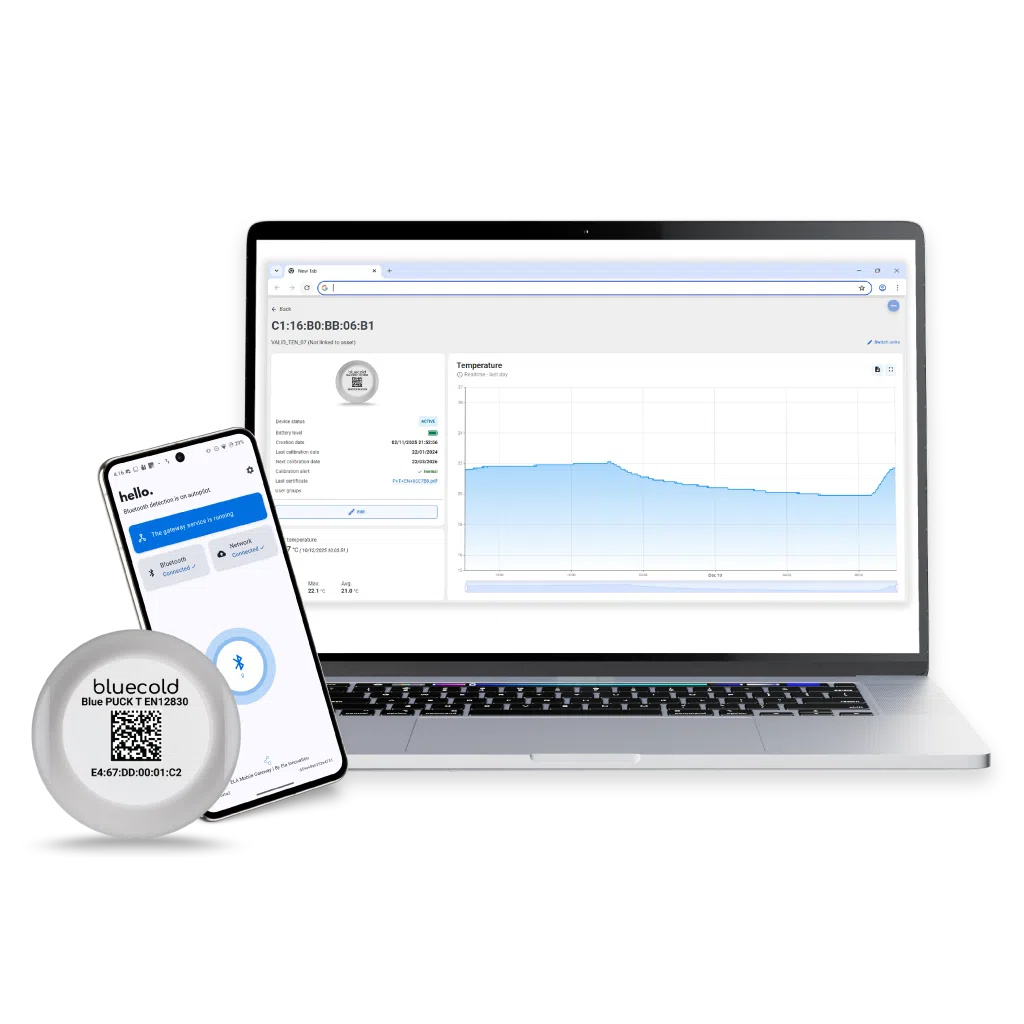
How does an industrial Bluetooth temperature sensor work?
Featuring Bluetooth Low Energytechnology, ELA Innovation’s industrial Bluetooth temperature sensors are 100% autonomous. Their battery-powered operation enables remote temperature monitoring via Bluetooth connectivity.
This open protocol, integrated into all smartphones and tablets, enables data recorded by the sensors to be collected very quickly (datalogger) and displayed in real time on a business application. This type of wireless sensor is particularly well suited to temperature monitoring in the transport, logistics and smart-building sectors.

Transport is often the weak link in the cold chain. In fact, temperature-controlled transport is is a source of health and economic risks requiring precise supervision of transport conditions.
The use of connected probes will facilitate temperature readings and enable carriers to transport temperature-sensitive goods more reliably and securely.
To do this, simply attach the temperature sensor to the inside of the refrigerated trailer (1), isothermal boxes or refrigerated boxes, so that it can measure the ambient temperature.
The sensor can record and time-stamp up to 4,000 values, and will transmit at regular intervals to be detected by the on-board telematics box in the driver’s cab (2).
This multi-connectivity box can receive data from the sensor via Bluetooth and transmit it to the customer’s cloud/server via 3G/4G. (3) Data is then transferred to the business application.(4)
The business application (PC & mobile) then displays the data (5) in the form of graphs and dashboards. Temperature thresholds can be defined as required, to alert the truck driver in real time if the temperature is exceeded. (5.5)

The storage of heat-sensitive goods, whether foodstuffs or pharmaceuticals, is highly regulated and therefore requires special attention.
Whether in cold rooms or refrigerators (supermarkets, pharmacies, etc.), temperature control is essential to ensure product integrity.
To achieve this, each storage enclosure needs to be fitted with an industrial temperature sensor to measure the temperature of the storage environment.(1) With their wide measuring ranges, these sensors are perfectly suited to the storage of pharmaceutical products such as vaccines, requiring extremely low storage temperatures down to -80°C. In this case, the use of an external PT1000 sensor is recommended.
Unlike transport, the data is collected (2) by a gateway or industrial router with Bluetooth connectivity to Ethernet or cellular networks. The temperature readings are then uploaded to the customer’s cloud/server.(3) The data is then transferred to the business platform. (4)
( 5) SMS/email alerts can be configured when thresholds are exceeded . (5.5)

Over the past few years, the concept of smart-building has been gaining ground. This concept is based on the collection of data such as temperature, humidity, luminosity and air quality.
The use of Bluetooth sensors willoptimize consumption, warn of any anomalies, manage readings and billing, andensure occupantcomfort.
By equipping buildings with Bluetooth temperature sensors (1), it will be possible to measure the ambient temperature and thus regulate the use of air conditioning or heating.
As the sensors are autonomous and Bluetooth-enabled, they can be configured and updated remotely. Data collection requires no connection to the power grid, making them easy to install.
Temperature values are transmitted via Bluetooth (2) from the loggers to an industrial gateway or router with Bluetooth connectivity to Ethernet or cellular networks. The gateway (or router), installed close to the sensors, will then transfer the data to the customer’s server/cloud. (3)
The data stored on the cloud or client server is transferred to a business application (4) and can be consulted by the building manager in the form of graphs and dashboards. (5) SMS/email alerts can be configured when thresholds are exceeded. (5.5)
How do you calibrate an industrial temperature sensor?
Calibration of an industrial Bluetooth temperature sensor can be carried out by a metrology laboratory, or in the factory, by the sensor manufacturer. This procedure is carried out using measurement standards accredited by a certification body such as COFRAC.
The data transmitted by the sensor under test iscompared with that supplied by a reference standard maintained under the same temperature conditions. In the event of a data discrepancy between the sensor and the standard, the sensor will need to be calibrated.
During calibration, several measurement points can be analyzed if a sensor is used at different temperatures.
Click here to discover our calibration service.
How often should an industrial temperature sensor be calibrated?
Depending on the precision required and the nature of the goods stored and/or transported, the user must ensure that his temperature sensors are properly calibrated.
The frequency of calibration is determined by the user. However, it is a good idea to refer to the sensor manufacturers for their recommendations. As a general rule, we recommend that you calibrate your sensors every 2 years, or even every year, depending on how they are used.
What is the international validity of the COFRAC calibration certificate?
When calibration is COFRAC-accredited, a calibration certificate is issued for each sensor by the ISO 17025-certified laboratory that carried out the verification.
To promote international trade, the main certification bodies, such as COFRAC in France, DAKKS in Germany and A2LA in the USA, have joined forces to form an international organization called ILAC (International Laboratory Accreditation Cooperation).
This organization is at the origin of an international agreement on mutual recognition of the ISO/IEC 17025 standard, the MRA (Mutual Recognition Arrangement).
ILAC MRA therefore gives international validity to calibration certificates issued by an ISO 17025 accredited metrology laboratory.
What is EN12830-2018?
Standard EN12830 – 2018, applies to temperature recorders used in the transport and storage of heat-sensitive goods. Its purpose is to specify the technical and functional characteristics that recorders must possess to ensure that temperatures are maintained and recorded correctly.
It is the user’s responsibility to ensure the conformity of the load cells used. It is important to note that in certain cases, the use of sensors conforming to this standard is mandatory, for example, for the transport and storage of frozen food products.
What is EN13486?
Standard EN13486 regulates the periodic verification of temperature recorders. Over time, like all measuring devices, industrial temperature sensors can drift and lose accuracy. To ensure the best possible accuracy, all sensors need to be checked regularly.
This is known as calibration. Although verification is not mandatory in many cases, the European Commission Regulation No. 37/2005 dated January 12, 2005, requires periodic verification for the transport and storage of deep-frozen food products.
Cold logistics is a highly dynamic, highly regulated global market, set to reach over $600 billion by 2028 (according to a study by US consultancy Grand View Research). Ensuring traceability of the cold chain is a major challenge for industrial companies.
Whether for public health or economic reasons, companies need to secure the transport and storage of their goods.
In the food, medical and pharmaceutical industries, poor cold chain management accounts for billions of dollars in losses every year.
To ensure the safety of goods, transport and logistics operators are equipping themselves with temperature monitoring solutions. To meet this need reliably, we recommend our Bluetooth industrial temperature sensors.
How to install ELA Innovation's wireless temperature sensors?
Thanks to the range of accessories developed by ELA Innovation, installation and use of the sensors is quick and easy. The various fastening systems are secure for industrial use, with no risk of the beacon becoming detached.
For PUCK and COIN format products, there are multi-fixing holders called respectively PUCK Holder Sticker and respectively. COIN Holder Sticker.
These accessories include a beacon holder, high-performance double-sided adhesive, a locker and a TORX security screw. The locker and screw secure the beacon in its holder. This is particularly suitable for use where shock or vibration may be encountered.
Thanks to their multi-fixing system, PUCK and COIN can be installed in 3 different ways on a wide range of materials (concrete, wood, plastic, metal, etc.):
- Bonded with double-sided adhesive
- Fastened with 2 screws
- Fastened with nylon clamps